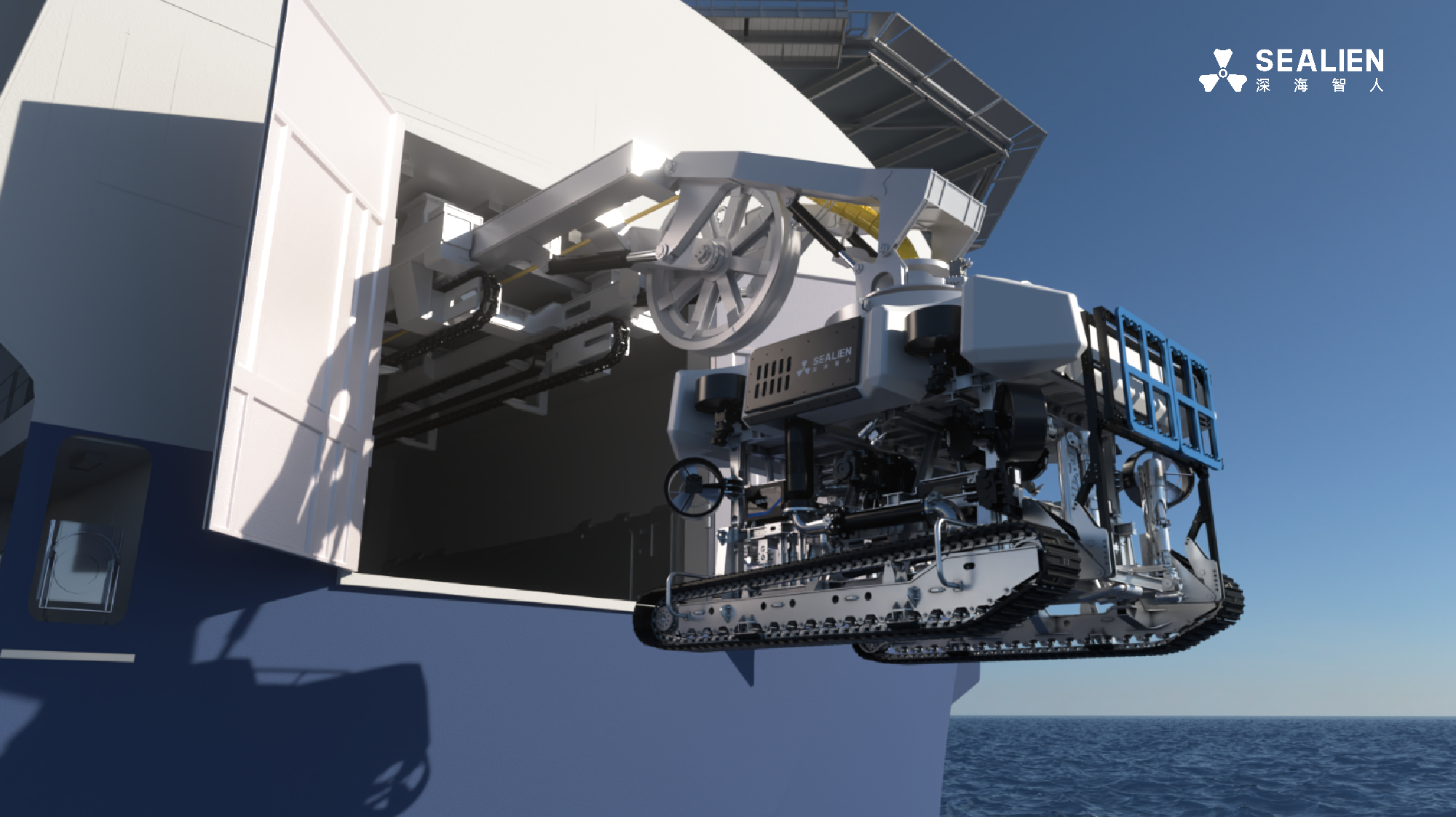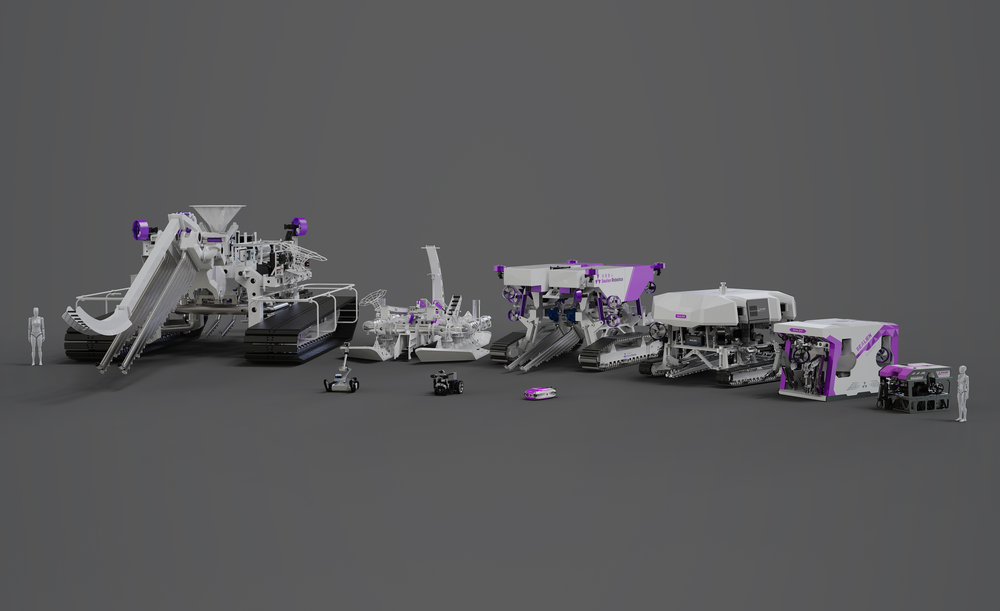
Auriga Series Achieves New FAT Milestone
Proven through testing. Refined through real-world application


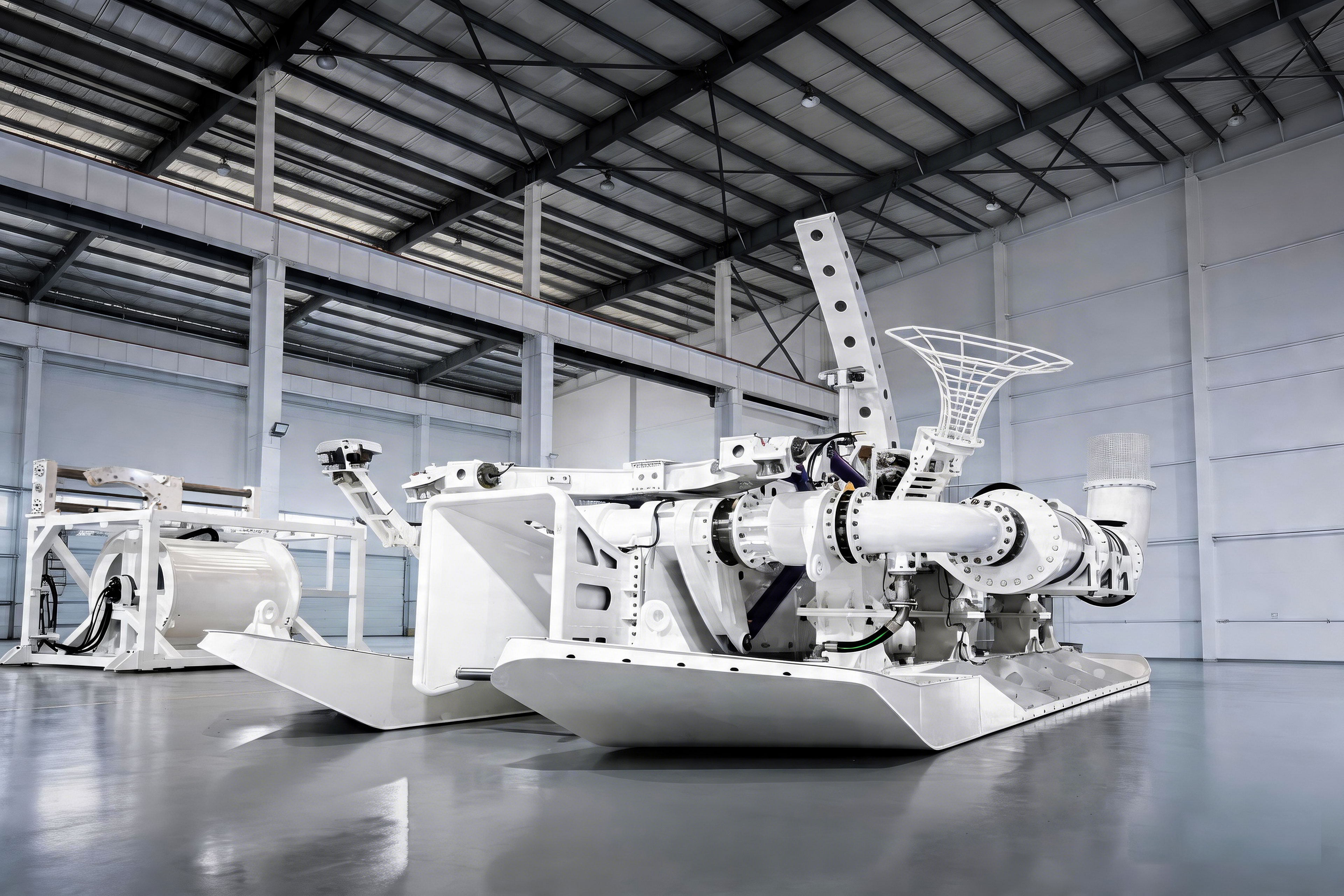
■ New general design for enhanced overall system performance
■ Compact layout enabling higher payload capacity
■ Next-Gen control system architecture supporting broader hardware compatibility
■ Increased proportion of self-designed core components for faster and more efficient supply
■ Innovative engineering design for easier maintenance and servicing
■ High-fidelity ocean environment simulation helps pilots adapt to complex subsea conditions
■ Machine learning–powered autonomy modules simplify and streamline underwater operations
■ Adaptive hydrodynamic stability function keeps the vehicle steady in strong currents
■ New buoyancy shape reduces hydro-resistance at all times
■ Suspension integrated track system adapts to complex seabed conditions
■ Increased proportion of self-designed core components for faster and more efficient supply
■ Modular platform meets diverse customization requirements
■ Self-designed cable tracking system supports low-cost multi-sensor
deployment, greatly improving detection efficiency
■ Real-time burial depth monitoring with post inspection report
■ Compatible with jetting, cutting, and other trenching methods for cables
and flexible pipelines
■ Supports a range of dredge and back-fill modules to enhance burial quality
■ Integrated multi-sensors support route tracking
■ Machine learning–based software to flexibly and accurately adjust its attitude based on cable position
■ Adjusts jetting pressure and flow in real time to match soil conditions
■ Open and simplified frame for highly modular subsystems
■ Track & Skid system for varying seabed conditions
■ Flexible buoyancy options enhance stability and upgrading potential
■ Compatible with jetting, chain cutter,
and wheel cutter
■ Machine learning–based auto cable tracking, subsea positioning, and attitude adjustment
■ Multi-level cable tension monitoring and protection
■ Supports autonomous path-following operations
■ Topology-based fault diagnostics for efficient troubleshooting

University: Harbin Engineering University, majored in Ship Building and Ocean Engineering
Honour: Member of Subsea Robotics Committee of Experts and drafter of National Standard of Subsea Robotics
Professional Background:
Over 15-year experiences in marine engineering design and development
Worked in CNOOC; long career in R&D at a world-renowned subsea robotics company; have led or participated in plenty world-leading projects of ROV, Seabed Cable Burying Trencher, high-end Deck Intelligent Equipment, Explosion-proof Robot for oil & gas industry, etc

University: Huazhong University of Science and Technology, master degree
Honour: High-end talent of Changsha city
Professional Background:
Worked as a Hydraulic Tech Supervisor and one of the first three Chinese employees in a world-famous subsea robotics company; participated in multiple world-leading projects such as ROV, Trencher, and Heave Compensation System

University: Harbin Engineering University, specialised in Subsea Robotic Control, master degree
Honour: Core member of 10,000m-rated AUV project in 863 Programme by the Underwater Robotics Technology National Key Laboratory
Professional Background:
Worked in a world-renowned subsea robotics company in charge of control system development; have led or participated in plenty world-leading projects of ROV, Trencher, Simulation Platform etc. with rich engineering experiences in the field

University: Harbin Engineering University, majored in Naval Architecture and Ocean Engineering, minored in Law
Professional Background:
Worked in Wison Offshore and Marine in 2013, engaged in oil & gas production and processing module, offshore engineering module
Worked in the listed Hilong Marine Engineering in 2015 as project manager and the director of PM Dep., responsible for the management and execution of offshore engineering projects
Have participated in a number of installation projects of submarine pipeline, oil platform, submarine facility, and offshore wind at home and abroad